Electrical discharge machining (EDM) is a technology that uses electrical discharges to precisely machine fragile materials such as glass. By electrifying glass with a thin coating of copper, the heat generated by the spark allows for micrometer precision machining. However, the process speed is slow and the surface precision is low, so improvements are needed.
One of the processing methods that has emerged as a result of increased interest and research in micromachining is electro discharge machining (EDM). EDM is a great process for fragile materials, especially ceramic materials such as glass.
It’s easy to recognize the importance of glass. Glass is light-transmissive and non-conductive, meaning it is transparent and does not conduct electricity, which is why it is often used as an insulator. It’s also a popular material for very small sensors and actuators. In recent years, they have also gained traction in the medical industry, as life expectancy has increased and people are becoming more concerned about their health. For example, the small test device pictured below is a glass chip that can detect cancer or dementia in 20 minutes.
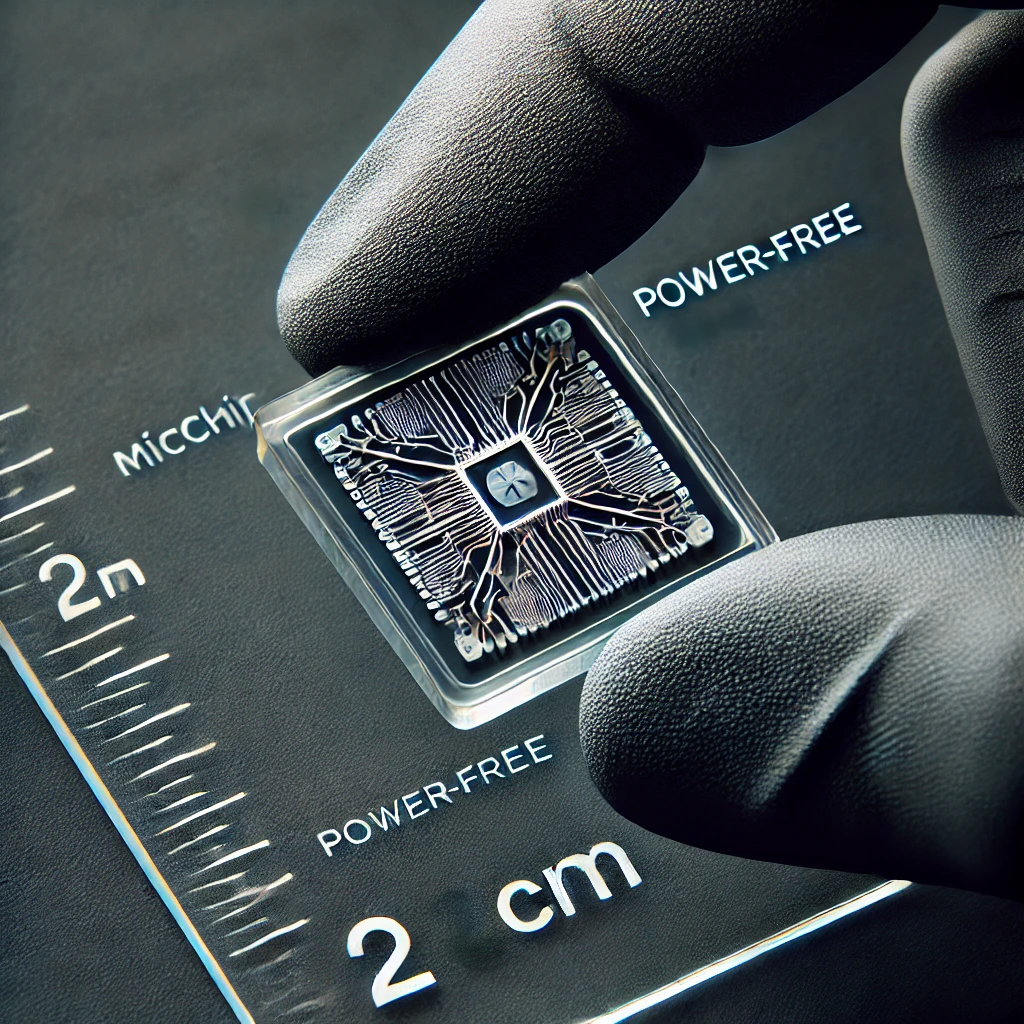
If you look closely at the photo above, you can see the tiny channels etched into the test. How do you make such tiny channels in glass? If you’ve ever visited a factory or built something by cutting and pasting, it’s hard to understand how such tiny pathways can be made in such a small test device. You can’t cut glass with a conventional saw or drill to create such small channels. Instead of traditional cutting, drilling, or welding, we’re going to use a micromachining method called electrical discharge machining.
Glass is a brittle material. Brittle contrasts with elastic, and when you hear the word elastic, the first thing that comes to mind is molten iron. It changes shape when you apply force to it. It stretches when you pull it and shrinks when you compress it. Glass, on the other hand, doesn’t deform easily, and if you keep applying force, it will break. No one has ever seen a glass window bend after being hit by a rock. It just breaks. So, what are the best ways to process glass?
The best way to process glass is without any contact between the glass and the tool. In this case, electrical discharge machining (EDM) is a method that uses electrical discharges. It’s a process that uses electricity to create an electrical discharge. In electrical discharge machining, the electricity doesn’t last long. The electricity only flows for a very short period of time, when a spark is generated. The principle of electrical discharge machining is as follows (A spark is generated when a material with positive and negative poles comes close to each other. The electrical energy of the spark is then dissipated in the form of heat and light. Electrical discharge machining processes materials by generating thousands of sparks per second. The heat energy generated is used to melt the glass. Anyone who has experienced static electricity in the cold of winter will understand. The heat generated by the sparks melts the glass, although it doesn’t touch it directly.
If you’re familiar with the physical properties of glass, you might be wondering why it’s processed by electrical discharge. Glass is a non-conductor. How can a material that doesn’t conduct electricity be connected to an electrode and charged, and how can a spark be generated? Electrical discharge machining has been the method of choice for machining materials that conduct electricity well. But with copper plating on glass, it became possible to use electrical discharge machining on glass.
By applying a thin coating of copper to the glass, this problem was solved. Because copper is a conductor, it is easily electrically charged. The heat generated by the spark between the copper and the tool melts the glass.
The ability to process glass using electrical discharge machining has made it even more versatile. With electrical discharge machining, glass can be machined on a micrometer scale. However, electrical discharge machining is a very slow process. This means that many products cannot be made in a short period of time, which makes it uneconomical. In addition, micromachining is usually not very precise. In particular, since the process is carried out using heat, the surface of the product is often marked with irregular craters, which are the traces of electro discharge machining. Therefore, the surface is often not smooth. Precision machining is difficult. Micro-machining is the processing of small things, while precision machining is the processing of precise things. It is easy to understand this by comparing the error of a 100-centimeter part with 1 μm (1 μm=0.00001 cm) to the error of a 100-μm part with 1 μm. Therefore, the challenge of electrical discharge machining is to increase the speed of the process and increase the precision.
 I’m a blog writer. I want to write articles that touch people’s hearts. I love Coca-Cola, coffee, reading and traveling. I hope you find happiness through my writing.
I’m a blog writer. I want to write articles that touch people’s hearts. I love Coca-Cola, coffee, reading and traveling. I hope you find happiness through my writing.